滄州恒運管道裝備制造有限公司:專業生產國標涂塑鋼管,給水涂塑鋼管,大口徑涂塑鋼管,歡迎咨詢.
- 聯系我們
- 關注微信

滄州恒運管道裝備制造有限公司:專業生產國標涂塑鋼管,給水涂塑鋼管,大口徑涂塑鋼管,歡迎咨詢.

全國免費咨詢熱線
15226607333
免費咨詢熱線
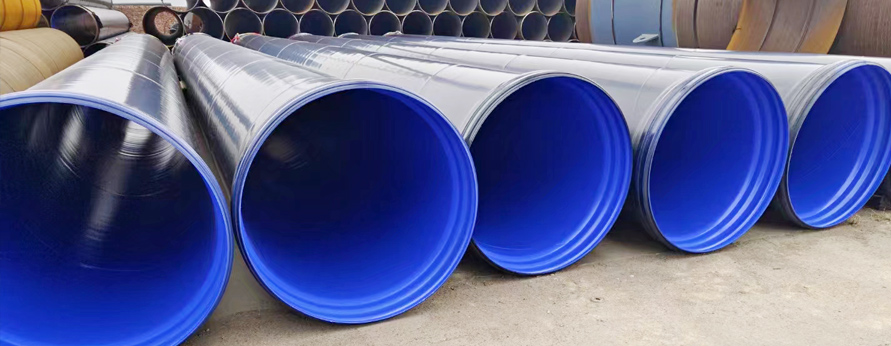
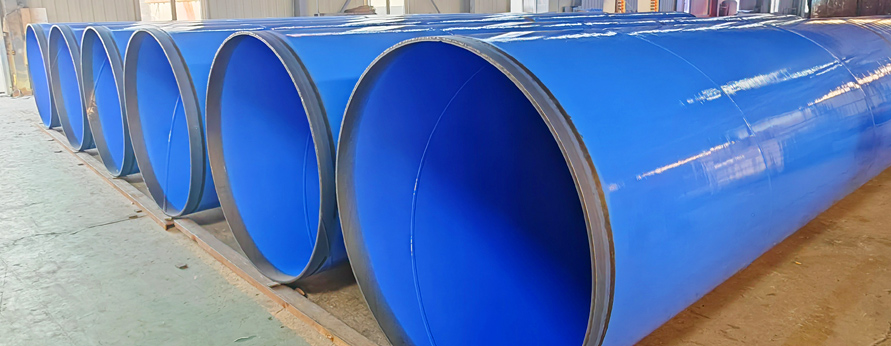
15226607333涂塑鋼管(以下簡稱涂塑鋼管)是把普通鋼管經過工藝處理,橫向安裝時,兩固定點之間的間距為,涂層復合管公稱外徑不小于76mm時,應不大于1100mm。
加工工藝流程
1、鋼管表面處理。
鋼管內外表面通過拋丸設備進行拋丸處理,處理后達到GB8923-1998標準中規定的Sa2.5級要求,拋丸后真空吸附設備吹掃,清潔度達到A級,并去除灰塵,油污。對表面預處理的質量,清潔度,錨紋深度進行檢驗,合格后方能涂塑。
2、管道預熱。對已經拋丸除銹處理合格的管道進行加熱,加熱*工藝要求的溫度范圍(200°-220°),而且必須加熱均勻,內外加熱一次成型,避免二次加熱破壞涂覆的涂層。溫度過高或者溫度過低,都會造成涂層附著力不足,影響涂塑鋼管的使用壽命。
3、管道內外涂塑加工。
一般情況下管道外壁采用噴涂工藝,管道內壁采用滾涂工藝。管道內壁噴涂的常用工具是壓縮空氣噴槍,使用噴槍將噴涂于預熱后的管道內外管壁。涂層厚度取決于噴槍的噴涂量、流水線速度,涂層厚度可以通過調整噴槍噴出量和流水線速度來調整。涂層厚度一般在150μm~600μm。
4、固化冷卻。
對涂塑已經固化的涂塑鋼管進行冷卻,放入庫存貨場等待檢驗。
5、檢驗打包。
對涂塑下線的涂塑鋼管進行檢驗,檢驗方式主要包括:檢驗外觀是否光滑無毛刺使用儀表工具檢查涂層厚度檢驗管道的附著力、耐蝕性、密度等參數。同時對于難以自動涂到的管壁通過人工噴槍進行補涂。對檢驗合格的產品進行噴標。
涂塑鋼管涂層在端口完好,應采用削刀削成傾內倒角。在鋼管內、外層表面經涂敷一種特制的聚乙烯材料而制得的其表面具有抗靜電、阻燃性能的鋼塑復合管。先在鋼管兩端焊接法蘭,法蘭應焊接牢固,再經聚乙烯涂敷。溝槽應采用專用滾槽機壓槽,注意溝槽深度應符合相關標準(CJ/T156).管道切割應采用金屬鋸,大口徑管宜采用鋸床,使用盤踞切割時,其轉速不得大于800r/min。安裝時,在涂層復合管的兩法蘭間加裝密封墊,用螺栓壓緊即可。
Copyright © 2022 滄州恒運管道裝備制造有限公司 版權所有 備案號:冀ICP備14008042號-69